-

Double Pinch Profile Bending Machine: Rolling Process & Working Principle
Basic Profile Rolling Process: The top roll remains fixed but can rotate, while the two side rolls move up and down around a fixed center of rotation (either planetary motion or linear motion at a fixed angle). The two sides are equipped with bending guide rollers, which effectively ensure the bending quality of asymmetrical profile…
-
Guide Roller Adjustment for Angle Profile Bending: Leg In & Leg Out
Bending angle profile: Leg Out & Leg In often lead to section twisting. The PBC series angle bending machines correct this by adjusting the bending guide rollers and the straighteners—small guide rollers designed specifically for angle bending. Angle iron is an asymmetrical profile that tends to twist during bending. Proper setup of guide rollers and…
-

Variable Geometry Profile Benders: Advantages, Working Principles
A variable geometry profile bending machine features a three-roll structure but differs from traditional Single Pinch and Double Pinch profile bending machines. It utilizes a design where the side rolls move horizontally while the top roll descends vertically. Compared to a four-roll bending machine, these side rolls provide precise control when bending large, thick-walled profiles.…
-
Angle Profile Roll Bending: Process and Deformation Control
By selecting the correct bending direction, refining process control, and applying CNC-based springback compensation, can achieve precise angle profile bending. Angle profile roll bending is a widely used forming process in construction, machinery, bridges, and decorative structures. This method gradually applies continuous force through roller dies to shape the angle profile into the desired curvature.…
-
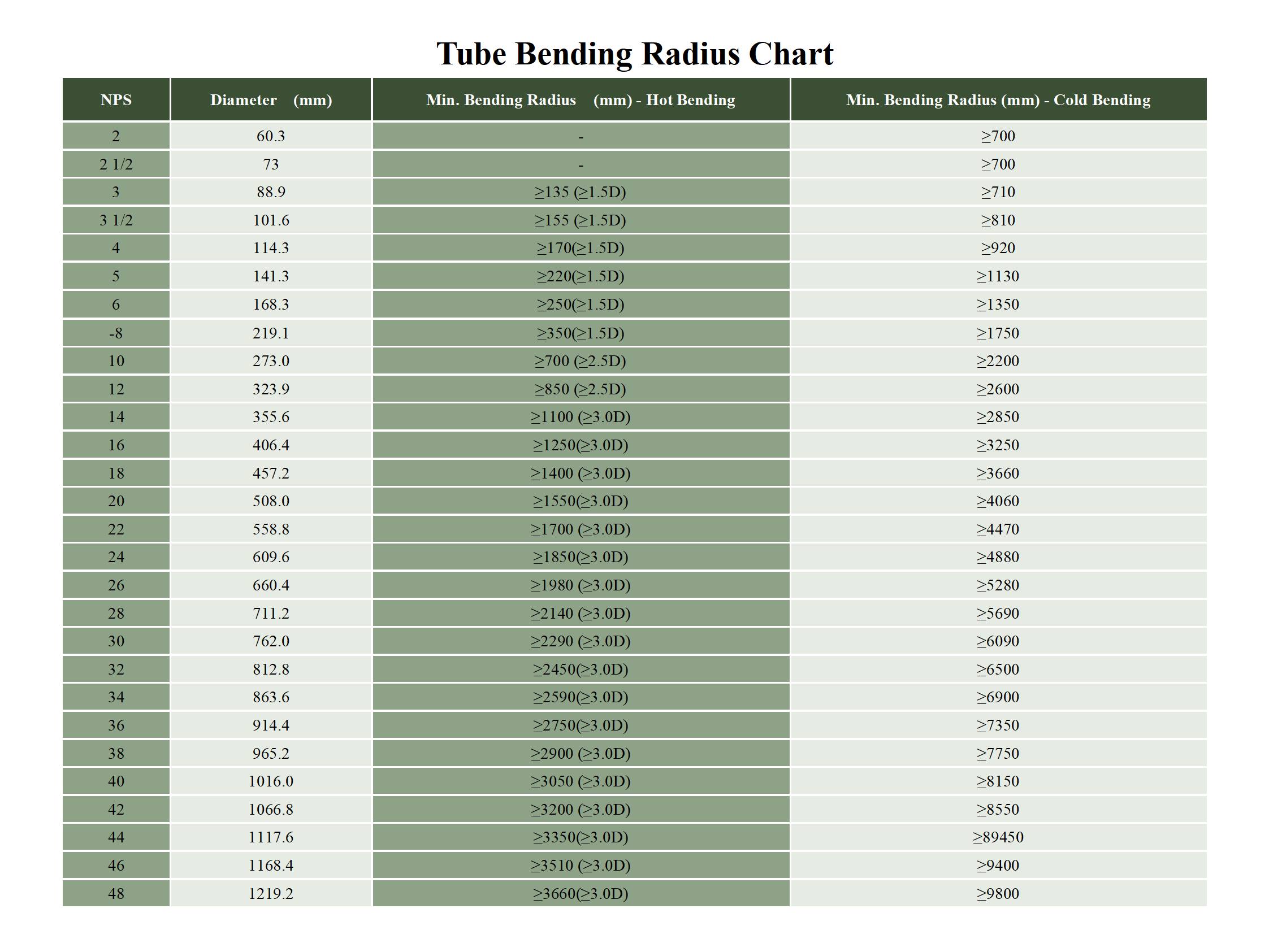
Tube Bending Radius Chart
This guide provides a Tube Bending Radius Chart for hot and roll bending, helping you quickly find the best bending solution to ensure efficiency and quality! When bending steel tubes, hot bending and roll bending are the most common methods, but each has different radius requirements. Hot bending is ideal for small-radius, thick-walled tubes, while…
-
Bar Bending Capabilities of PBC Profile Bending Machine
The PBC series profile bending machine is designed to handle bar bending in two main types: Easy Bending and Hard Way Bending. These capabilities cater to a wide range of applications in industries like construction, infrastructure, and manufacturing. Below are the maximum section sizes and minimum bending diameters (DIA) for each bending type. Steel Bar…
-
Fundamentals of Beams and Their Rolling Applications
The cross-section shows the shape of the beam’s profile when you view it perpendicular to its length (e.g., I-beam, U-beam, T-beam, rectangular, or circular cross-sections).The extrusion process shapes a material (typically metal or plastic) by forcing it through a die to form a continuous profile with a uniform cross-section along its length.For example, when creating…
-
Angle Rolling Process
Key Points: Angle profiles are asymmetric and often twist during angle rolling. The guide rollers must apply an external force during rolling to correct and minimize deformation. The angle rolling process uses three-roll or four-roll profile bending machines to apply progressive pressure, gradually shaping angle steel to the required radius and form. Angle Profile Bending…
-
Steel Beam Rolling Capabilities of PBC Profile Bending Machine
Steel Beam Rolling Capabilities: Steel Beam Rolling Capabilities refer to achieving the smallest bending radius while maintaining the beam’s load-bearing capacity and cross-sectional integrity. Steel beam rolling precisely bends structural steel beams into arcs, circles, or compound curves. Key Indicators By combining precision and adaptability, steel beam rolling supports efficient and reliable project execution. Steel…
-
Angle Rolling Capabilities
Angle Rolling Capabilities refer to achieving precise curves, arcs, or rings while maintaining the steel’s structural integrity. Key factors include:Minimum Bending Radius: Ability to achieve tight radii without compromising material strength.Distortion Control: Ensures the angle retains its cross-sectional shape during bending. Angle Rolling Capabilities Chart Size 25 x 3 30 x 3 40 x 5 50…